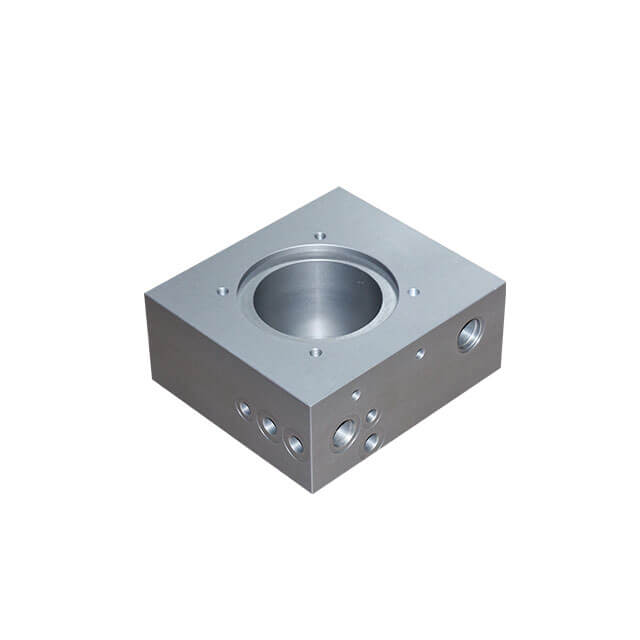
Una vez que se completa el diseño del bloque de válvulas, la tecnología de procesamiento es la siguiente: pretratamiento. El material para procesar el bloque de válvulas debe ser compacto y libre de intercapas, tracoma y otros defectos. El blanco se inspeccionará antes del procesamiento. Los bloques de hierro fundido y los bloques de acero más grandes deben envejecerse y tratarse previamente antes del procesamiento. Corte. En general, se debe reservar un margen de mecanizado de al menos 2 mm para cada lado. Perfil de fresado. Fresado de 6 lados del bloque de válvulas, dejando una cantidad aproximada de pulido de 0,2-0,4 mm en cada lado. Molienda áspera. Rectifique en bruto 6 lados del bloque de válvulas, deje una cantidad de rectificado fino de 0,05-0,08 mm en cada lado, asegúrese de que el paralelismo de cada par de superficies correspondientes sea inferior a 0,03 mm y la perpendicularidad de dos superficies adyacentes sea inferior a 0,05 mm. Dibuja una línea. Si es posible, se puede completar directamente con un taladro central en una máquina de perforación CNC. Perforación. La rugosidad de la superficie de cada agujero es Ra12.5. Molienda fina. Rectifique 6 superficies del bloque de válvulas hasta obtener una rugosidad de ra0,4um. Al mecanizar el bloque de válvulas, la tolerancia de forma y posición debe controlarse estrictamente para cumplir con los requisitos de uso. El valor de referencia de la tolerancia de forma y posición es el siguiente: la tolerancia de perpendicularidad entre las seis superficies del bloque de válvulas es de 0,05 mm; La tolerancia de paralelismo de la superficie opuesta es de 0,03 mm; La tolerancia de planitud de cada superficie es de 0,02 mm; La tolerancia de perpendicularidad entre la rosca y su superficie de contacto es de 0,05 mm; La tolerancia de perpendicularidad entre todos los orificios y la cara final es de 0,05 mm.
Desbarbado y limpieza: para garantizar la limpieza del sistema hidráulico, se debe desbarbar el bloque de válvulas. En la actualidad, muchos fabricantes todavía utilizan cepillos para el desbarbado manual, pero también utilizan el método de chorro de metano para el desbarbado. Después del desbarbado, el bloque de válvulas debe pasar la inspección endoscópica para garantizar que se complete el desbarbado. Limpie el bloque de válvulas. Elimina todo tipo de partículas contaminantes, corrosivos, grasas, etc. en la superficie del bloque de válvulas.




 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED
 RELATED
RELATED

Wuxi MAYTAG Precision Machinery Co., Ltd.
Dirección
26 Xinjin Road, meicun Town, xinwu District, Wuxi
qyh@wxmtk.com
Tel
86-13861801886
Copyright © Wuxi MAYTAG Precision Machinery Co., Ltd.
 86-13861801886
86-13861801886 qyh@wxmtk.com
qyh@wxmtk.com


